Repair & Reconditioning
Manufacturing Complex / Professional Workers / Latest Industrial Technology
Conveyor belts are put out of use because of the following reasons.
Types of Repair:
Economics of Repair & Reconditioning:
It is highly techno-economically viable to undertake through cut repairs and/or reconditioning of the damaged conveyor belts. A new lease of life can achieved from the belts after investing about 40 -50 % cost, without sacrificing the reliability.
In fact in some cases, the life obtained from the reconditioned belt has been much more than that obtained from the original belt
Reliability:
The repair & reconditioning works are undertaken by equipment’s & facilities used for new belt manufacturing. All the parameters such as adhesion strength, cover grade & its properties, etc are similar to that of new belts. In fact in some cases, the cover grades can be suitably modified to attain higher life than that obtained by new belts.
Process of Reconditioning of Belts: The process of reconditioning of Belts consists of the following steps:
Initial inspection of the belt.
Belt Buffing
- Belt building
Belt curing
- Final inspection
INITIAL INSPECTION:

BELT BUFFING:



INITIAL INSPECTION:
ADVANTAGES OF RECONDITIONING:
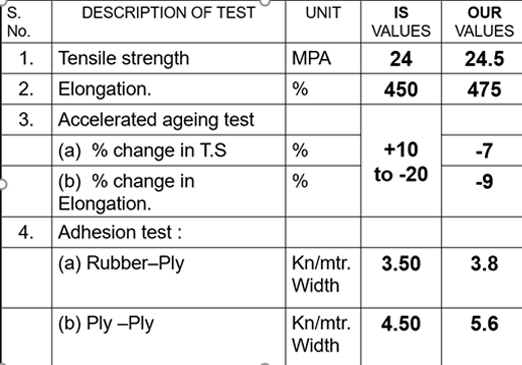
COMPARISON OF REPAIRED VIS –A- VIS NEW BELTS OF M24 GRADE.
PERFORMANCE – REPAIRED / RECONDITIONED BELTS
The high reliability of belt after repair / reconditioning is achieved due to the following reasons: